Producten





ANSI B18.6.3 zeskantbout
Leader-Fastener® is een fabrikant en distributeur van ANSI B18.6.3 Hex Bolt. We hebben een complete servicelijn, van investeringen in productie-installaties, exportafdelingen tot het hebben van een kwaliteitscontroleteam en -centrum om aan uw eisen te voldoen. Wij beschouwen kwaliteit als het leven van het bedrijf. We volharden in goede kwaliteit als het eerste beleid en hebben een reeks kwaliteitscontrole- en inspectiesystemen opgezet volgens de internationale norm. We hebben het ISO9001-kwaliteitsgarantiesysteem uitgevoerd in elke loop van productie, transport en verkoop. We hopen dat we in de nabije toekomst uw partner in business kunnen zijn door kwaliteit, ridderservice en concurrerende prijs te overtreffen en ook uw vrienden te zijn.
Stuur onderzoek PDF-download
Productomschrijving
Productintroductie van:ANSI B18.6.3 zeskantbout
Leider-Bevestiger® Zeskantbouten zijn een soort bevestigingsmiddel dat bestaat uit een kop en een schroef (een cilinder met een uitwendige schroefdraad), en een moer is nodig om twee delen met een doorgaand gat te bevestigen. Ze worden vaak gebruikt in residentiële en commerciële mechanische en bouwprojecten. Volledige draadmaat biedt uitstekende gripsterkte. Sommige draadmaten helpen waar afschuifweerstand belangrijk is. Zet vast met bijbehorende moeren of gebruik in draadgaten. Een type bevestigingsmiddel bestaande uit een kop en een schroef (een cilinder met uitwendige schroefdraad), waarvoor een moer nodig is om twee delen stevig met een doorgaand gat te verbinden. Omdat bouten ook een soort spoorwegaccessoires zijn, zijn spoorwegaccessoires een integraal onderdeel van spoorlijnen. Het hier bedoelde spoor omvat onder meer rails, dwarsliggers, verbindingsstukken, ballastbedden, klimbeveiligingen, spoorsteunen en wissels. Als algehele constructie wordt het spoor op het wegdek gelegd, dat de bediening van de trein begeleidt en direct de enorme druk en belasting van het rollend materieel. Onder de kracht van treinbediening moeten de componenten ervan voldoende sterkte en stabiliteit hebben om de veilige, stabiele en ononderbroken werking van de trein bij de gespecificeerde maximumsnelheid te garanderen.
Leider-Bevestiger® ANSI B18.6.3 Machineschroef
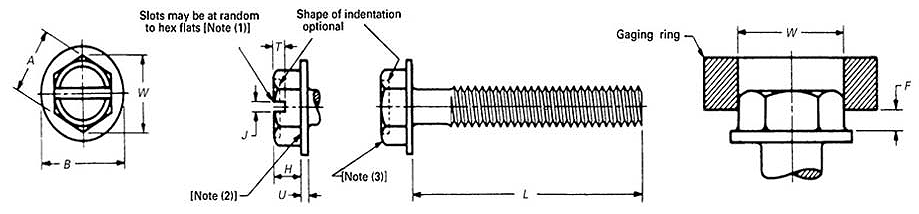
| Nominale maat of basisschroefdiameter | Breedte over flats, A | Across Corners, W, Min | Hoofdhoogte, H | Diameter ringen, B | Ringen Dikte, U | Sleufbreedte, J | Sleufdiepte, T | Uitsteeksel voorbij gaging Ring, F, Min | ||||||
| Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | |||
| 2 | 0.125 | 0.120 | 0.134 | 0.050 | 0.040 | 0.166 | 0.154 | 0.016 | 0.010 | - | - | - | - | 0.024 |
| 3 | 0.125 | 0.120 | 0.134 | 0.055 | 0.044 | 0.177 | 0.163 | 0.016 | 0.010 | - | - | - | - | 0.026 |
| 4 | 0.188 | 0.181 | 0.202 | 0.060 | 0.049 | 0.243 | 0.225 | 0.019 | 0.011 | 0.039 | 0.031 | 0.042 | 0.025 | 0.029 |
| 5 | 0.188 | 0.181 | 0.202 | 0.070 | 0.058 | 0.260 | 0.240 | 0.025 | 0.015 | 0.043 | 0.035 | 0.049 | 0.030 | 0.035 |
| 6 | 0.250 | 0.244 | 0.272 | 0.093 | 0.080 | 0.328 | 0.302 | 0.025 | 0.015 | 0.048 | 0.039 | 0.053 | 0.033 | 0.048 |
| 8 | 0.250 | 0.244 | 0.272 | 0.110 | 0.096 | 0.348 | 0.322 | 0.031 | 0.019 | 0.054 | 0.045 | 0.074 | 0.052 | 0.058 |
| 10 | 0.312 | 0.305 | 0.340 | 0.120 | 0.105 | 0.414 | 0.384 | 0.031 | 0.019 | 0.060 | 0.050 | 0.080 | 0.057 | 0.063 |
| 12 | 0.312 | 0.305 | 0.340 | 0.155 | 0.139 | 0.432 | 0.398 | 0.039 | 0.022 | 0.067 | 0.056 | 0.103 | 0.077 | 0.083 |
| 1/4 | 0.375 | 0.367 | 0.409 | 0.190 | 0.172 | 0.520 | 0.480 | 0.050 | 0.030 | 0.075 | 0.064 | 0.111 | 0.083 | 0.103 |
| 5/16 | 0.500 | 0.489 | 0.545 | 0.230 | 0.208 | 0.676 | 0.624 | 0.055 | 0.035 | 0.084 | 0.072 | 0.134 | 0.100 | 0.125 |
| 3/8 | 0.562 | 0.551 | 0.614 | 0.295 | 0.270 | 0.780 | 0.720 | 0.063 | 0.037 | 0.094 | 0.081 | 0.168 | 0.131 | 0.162 |
Opmerkingen:
Tenzij anders aangegeven door de koper, hebben zeskantige machineschroeven geen sleuven.
De afrondingsstraal R op de kruising van de zijkanten van de zeskant en de bovenkant van de sluitringen mag niet groter zijn dan 0,15 keer de basisschroefdiameter.
Een lichte afronding van alle randen en hoeken van de zeskantige oppervlakken is toegestaan.
Wanneer de nominale grootte in decimalen wordt gespecificeerd, worden nullen vóór de komma en op de vierde decimaal weggelaten.
Afmetingen over vlakken en over hoeken van het hoofd worden gemeten op het punt van het maximale metaal. Het taps toelopen van de zijden van de zeskant (hoek tussen één zijde en de as) mag niet groter zijn dan 2 graden of 0,004 inch, welke van beide groter is, waarbij de gespecificeerde breedte over de vlakken de grote afmetingen zijn.
De afronding door gebrek aan vulling op alle zes hoeken van de kop moet redelijk uniform zijn en de breedte over de hoeken van de kop moet zodanig zijn dat wanneer een scherpe ring met een binnendiameter gelijk aan de gespecificeerde minimale breedte over de hoeken op de boven- en onderkant van het hoofd, zal het hoofd uitsteken met een hoeveelheid die gelijk is aan of groter is dan de getabelleerde F-waarde.
De groefdiepte voorbij de onderkant van de inkeping op de ingesprongen koppen mag niet minder zijn dan een derde van de gespecificeerde minimumgroefdiepte.
Hottags: ANSI B18.6.3 zeskantbout, China, leveranciers, fabrikanten, fabriek, gemaakt in China, aangepast, koolstofstaal, groothandel, distributeur, gratis monster
Gerelateerde categorie
Zeskantmoer
Staafkoppelingsmoer:
Vierkante moer
Flensmoeren
Borgmoeren
Dopmoer
Kroonmoer
Vleugelmoeren
Lasmoeren
Zeskantbout
Flens Bout:
Ronde bout
Vierkante bout
T-bouten
U-bouten
Ankerbouten
Stud bout
Draadstangen
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.